Die richtige Temperatur beim Hartlöten - mit stationären Wärmebildkameras PYROVIEW und Pyrometern PYROSPOT
Hartlöten ist ein Fügeverfahren, bei dem bei Temperaturen oberhalb 450 °C unter Zugabe eines Lotes eine stoffschlüssige Verbindung hergestellt wird.
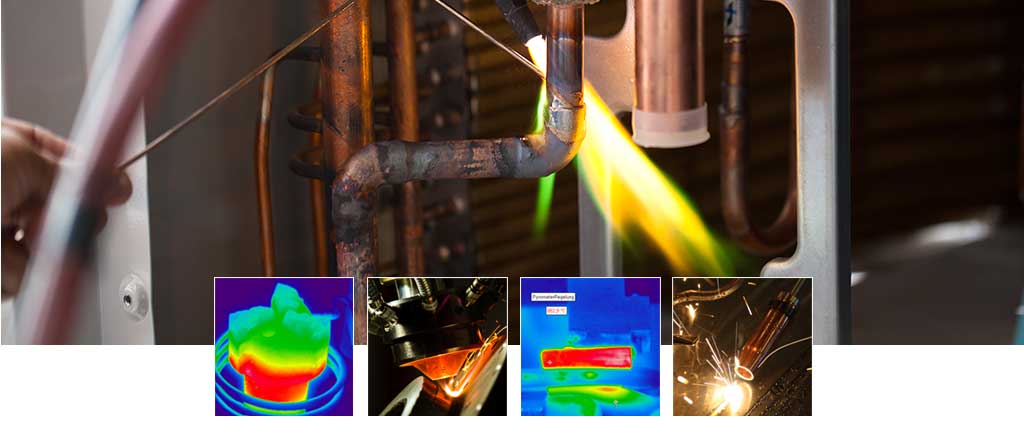
Die Energiezufuhr kann in unterschiedlichster Weise erfolgen: beim Induktionslöten wird die benötigte Wärme durch Induktion in den Bauteilen erzeugt, beim Flammlöten durch einen oder mehrere Gasbrenner zugeführt. Ofenlöten erwärmt die gesamten Bauteile mit aufgelegtem Lot, häufig unter Schutzgasatmosphäre. Beim Laserlöten wird hingegen punktgenau mittels Laserstrahl erwärmt.
Prozesstemperatur als wesentlicher Parameter
Bei allen Verfahren stellt die Prozesstemperatur eine wesentliche Einflussgröße dar, sowohl für die minimal erforderliche Energiezufuhr als auch für die Qualität der Lötverbindung.
Besonders bei Induktions- und Laserlötung wird die Temperaturmessung zugleich zur Regelung der Energiezufuhr eingesetzt. Das erfordert kurze Ansprechzeiten und rückwirkungsfreie Messungen, wie sie durch Pyrometer PYROSPOT erfolgen können. Da die Messung meist auf metallischen Oberflächen erfolgt, sollte sie im nahen oder zumindest im mittleren Infrarot erfolgen.
Temperaturmesswert vs. Histogramm der Temperaturverteilung
Bei Induktionserwärmung treten ungleichmäßige (inhomogene) Temperaturverteilungen auf. Mit dem Pyrometer misst man an einem Punkt oder auf einem kleinen Messfleck und erwartet einen für das ganze Bauteil repräsentativen Temperaturmesswert, mit der Thermografie erhält man Minimum, Mittelwert und Maximum oder ein komplettes Histogramm der Temperaturverteilung. Das ist insbesondere hilfreich zur Optimierung und Einrichtung von Induktions-Lötanlagen. Mit den erhaltenen Informationen kann auch die Positionierung eines Pyrometers zur Regelung im kontinuierlichen Fertigungsprozess erfolgen.
Die robusten Pyrometer der PYROSPOT Serie 44, z.B. das PYROSPOT DA 44F für die Temperaturmessung beim Flamm- oder Laserlöten oder das PYROSPOT DG 44N für das Induktionslöten eignen sich mit 5 ms Ansprechzeit für typische Messanwendungen.
Bei höheren Geschwindigkeitsanforderungen stehen die bis zu 1 ms Ansprechzeit schnellen Strahlungsthermometer der PYROSPOT Serien 10 oder PYROSPOT Serien 11 mit Lichtwellenleiter zur Verfügung.
Insbesondere beim Induktionslöten kommen auch Quotientenpyrometer PYROSPOT DSR 10N oder PYROSPOT DGRF 11N mit Lichtwellenleiter zum Einsatz.
Zur exakten Ausrichtung der Pyrometer stehen LED- oder Laserpilotlicht, Durchblickvisier oder Videomodul zur Verfügung. Die Software PYROSOFT Spot und PYROSOFT Spot Pro ermöglichen die Einstellung aller Parameter und damit die optimale Adaption an den Prozess und die digitale Auswertung der Messwerte. Zur exakten Ausrichtung und stabilen Befestigung werden einstellbare Montagewinkel verwendet, zum dauerhaften und wartungsarmen Einsatz der Pyrometer wird ein Luftblasvorsatz zum Sauberhalten der Optik eingesetzt.
Bildanalyse mit Thermokameras
Bei lokaler Erwärmung durch Laser oder Gasbrenner ist die genaue Ausrichtung des Pyrometers erschwert und darüber hinaus die Temperaturverteilung im Umfeld von großem Interesse. Thermografiekameras im nahen Infrarot können die Temperaturverteilung ortsaufgelöst messen. Besonders geeignet ist die Wärmebildkamera PYROVIEW 320N, die im nahen Infrarot bei 1,4 µm bis 1,6 µm mit einer Auflösung von 320 x 256 Bildpunkten und einer schnellen Bildfrequenz von 100 Bildern/s misst. Zur Anpassung an unterschiedliche Anlagengeometrien stehen verschiedene Objektive zur Verfügung. Auch bei Prozessen im Vakuum oder Schutzgas kann die Messung durch Quarzglasfenster hindurch erfolgen. Die leistungsfähige Softwarelösung PYROSOFT Automation übernimmt die Bildauswertung, -analyse und die Schnittstelle zur Prozesssteuerung.
Informationen für Sie zusammengefasst
Weitere Details und technische Informationen finden Sie in unserem PDF – Die richtige Temperatur beim Hartlöten mit stationären Wärmebildkameras PYROVIEW und Pyrometern PYROSPOT
Bildquellen:
Shutterstock.de/Thanyasit-Rattanaittinan, LaserTherm + Krorc/Wikimedia Creative Commons Lizenz